Miết ép dao động là một trong những phương pháp nâng cao chất lượng bề mặt chi tiết máy. Phương pháp này cho năng suất cao và tạo ra các sản phẩm có tính năng sử dụng tốt như: Chất lượng lớp bề mặt tốt, kích thước hạt lớp bề mặt giảm xuống, độ cứng lớp bề mặt tăng lên, hình thành ứng suất dư nén trên lớp bề mặt làm tăng độ bền tiếp xúc, tính chống mòn, mỏi, tính chống gỉ vì vậy độ bền của chi tiết sẽ tăng lên 3 - 6 lần. Chất lượng bề mặt của chi tiết sau khi miết ép dao động phụ thuộc vào các thông số: Bước tiến của dụng cụ, chiều sâu miết ép, số vòng quay của phôi, tần số dao động của dụng cụ, góc xoay của dụng cụ và biên độ dao động của dụng cụ và được đánh giá bằng kết quả đo độ nhám, độ cứng, chiều sâu lớp biến cứng, ứng suất dư, cấu trúc hạt và độ cứng tế vi.
Ứng suất dư là một trong những đặc điểm chính của chất lượng lớp bề mặt, có ảnh hưởng lớn đến độ bền mỏi của chi tiết máy. Độ bền mỏi của chi tiết độ sâu của ứng suất dư trong lớp bề mặt của chi tiết. Trong nghiên cứu đã chứng minh sự tồn tại của ứng suất dư nén trong lớp bề mặt làm tăng giới hạn bền của chi tiết và sự tồn tại của ứng suất dư kéo làm giảm giới hạn bền này. Kết quả nghiên cứu về ảnh hưởng của bán kính của con lăn và đường kính của bi đến chất lượng của lớp bề mặt được trình bày trong, cho thấy khi tăng diện tích tiếp xúc giữa dụng cụ lăn ép với bề mặt cần gia công sẽ làm ứng suất nén dư tăng lên.
Việc kiểm soát trạng thái ứng suất trong quá trình gia công bằng biến dạng dẻo bề mặt có tầm quan trọng rất lớn trong sản xuất chi tiết máy. Trạng thái ứng suất là một trong những đặc trưng của chất lượng bề mặt chi tiết máy, nó có ảnh hưởng lớn đến độ tin cậy của chi tiết máy. Ví dụ, trong quá trình sản xuất các chi tiết, sản phẩm có thành mỏng, đôi khi cần phải giảm trạng thái ứng suất trong vùng biến dạng dẻo để tránh hiện tượng cong vênh hoặc tăng độ cứng của lớp bề mặt trong quá trình tạo hình sản phẩm.Trạng thái ứng suất trong quá trình biến dạng dẻo lớp bề mặt phụ thuộc vào động học của quá trình miết ép, đã được trình bày trong. Việc nghiên cứu trạng thái ứng suất - biến dạng tại khu vực bị biến dạng dẻo trong quá trình miết ép có điều kiện ràng buộc được trình bày trong. Vì miết ép dao động là một phương pháp biến dạng dẻo mới được nghiên cứu, nên mục đích của bài báo này là nghiên cứu ảnh hưởng của góc xoay và bán kính của dụng cụ miết ép đến trạng thái ứng suất trong vùng biến dạng của chi tiết máy.
Để nghiên cứu sự ảnh hưởng của các thông số miết ép đến ứng suất dư của chi tiết tác giả sử dụng phần mềm AnSys dựa trên phương pháp phần tử hữu hạn. Mô phỏng quá trình miết ép cho phép người sử dụng xác định được trạng thái ứng suất và biến dạng của phôi cũng như dụng cụ miết ép tại các thời điểm bất kỳ trong vùng biến dạng. Mô hình phần tử hữu hạn được xây dựng tương tự như khi thực nghiệm. Dụng cụ miết ép chuyển động dao động lên xuống vuông góc với đường tâm của phôi, đồng thời chuyển động tịnh tiến (s) dọc theo trục của phôi, đồng thời ép vào phôi một lượng là t, phôi quay với số vòng quay (np).
Thông số mô phỏng: Dạng phần tử hữu hạn - lục phương; số phần tử: 3808; 19932 nút; hệ số ma sát tiếp xúc f = 0,1; điều kiện biên: Cố định dọc trục phôi; các thông số điều khiển quá trình miết ép: 6ố vòng quay của phôi np = 100 vòng/phút; tần số dao động của dao nlx = 40 HTK/P; chiều sâu miết t = 0,10 mm; biên độ dao động của dụng cụ e = 30 mm; bước tiến s = 0,11 mm/vòng; góc xoay của dụng cụ từ -85 độ mm đến +85 độ; bán kính của dụng cụ r từ 1 đến 8 mm.
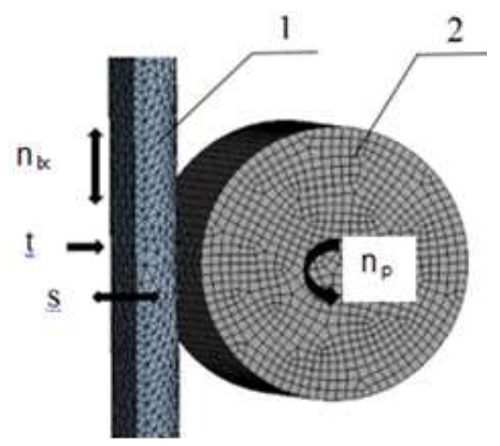
Mô hình phần tử hữu hạn quá trình miết ép dao động 1 - Dụng cụ miết ép; 2 - Chi tiết
- Trên cơ sở mô phỏng máy tính, đã xây dựng mô hình phần tử hữu hạn của phương pháp miết ép dao động để xác định trạng tháL ứng suất trong vùng biến dạng và lớp kim loại bị biến dạng dẻo phụ thuộc vào góc xoay và bán kính của dụng cụ miết ép.
- Khi tăng bán kính của dụng cụ miết ép (từ 1 đến 8mm) dẫn đến tăng ứng suất dư nén tương đối tối đa lên 48%.
- Với sự gia tăng góc xoay của dụng cụ miết ép theo hướng ngược chiều kim đồng hồ từ -45 độ đến -85 độ, ứng suất dư tương đương tăng mạnh và lớp bề mặt bị phá hủy.
- Chiều sâu của lớp biến dạng dẻo có các giá trị thay đổi 54% khi bán kính của dụng cụ miết ép thay đổi và ở các góc quay khác nhau của dụng cụ sẽ là 72%. |